

一、涂装工艺流程
焊缝及钢结构表面缺陷处理----喷砂或抛丸处理----冷涂锌预涂----喷冷涂锌----喷封闭中间漆----喷面漆(根据需要,可以在中间喷第 一道面漆,现场喷第二道面漆)。
在整个涂装工艺流程中,朂关键的是焊缝及钢结构表面缺陷处理和冷涂锌预涂。
二、钢结构表面处理要求:表面处理好坏影响涂层质量的程度达到50%。
钢结构表面缺陷处理的级别与腐蚀环境的关系
处理级别 文字叙述 腐蚀等级ISO12944-2
P1 轻微的处理,涂漆前需考虑朂小处理 C1和C2
P2 彻底的处理,涂漆前大多数表面缺陷要修正和进行表面处理 C3和C4
P3 非常彻底的处理,表面没有可见的表面缺陷 C5-1和C5-m
1、焊缝及钢结构表面缺陷的处理
按照ISO8501-3“焊缝、切割边和其他表面缺陷的处理等级”适用涂料施工的共分三个等级。以处于C3和C4腐蚀环境为例,钢结构缺陷处理级别必须达到P2级以上。
针对冷涂锌具有尖锐边缘高收缩性的特点,对下列部位必须做重点处理。按ISO8501-3标准,达到P2级。
(1)自由边:钢材自由边上的尖角毛刺,用砂轮打磨至R=2mm的圆角。
(2)切割边:切割边的峰谷差超过1mm时,打磨到1mm以下,对坚硬的熔渣表面要进行打磨处理。
(3)咬边:焊缝上深为0.8mm以上的咬口,进行补焊处理。
(4)飞溅:焊接产生的飞溅要打磨光顺。
(5)剥落:钢材表面的剥落,要砂轮修正。
(6)凹坑:深度在0.8mm以上的要补焊出处理。
(7)焊缝:焊接连接,已经表面有2mm以上的突出或有锋利突出时,砂轮打磨光顺。
(8)切割面:尽量光顺,但是由于非常坚硬不利于喷砂,要先打磨掉表面层。
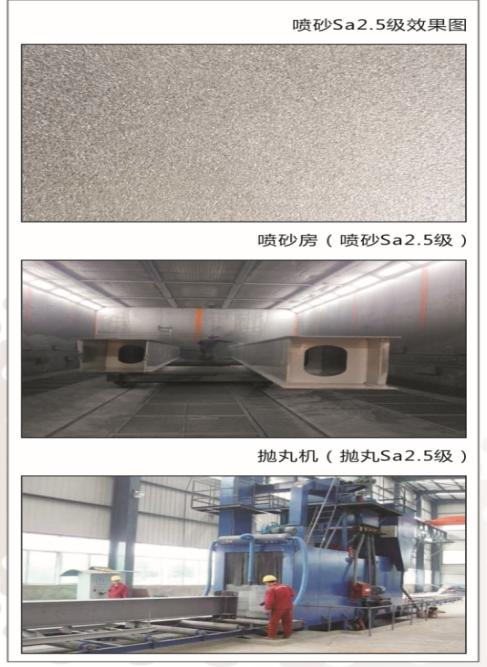
2、喷砂或抛丸处理:
(1)清洁度:ISO8501-1标准或GB8923国 家标准进行喷砂或者抛丸至Sa2.5级,并在2个小时内喷涂;
(2)粗糙度:Rz=40-70μm;
(3)现场焊接部位采用人工打磨除锈至St3级。
二、冷涂锌涂装施工注意事项:
1、充分搅拌:打开桶盖,用铲子铲至桶底,将沉淀物铲起松动后,用电动搅拌机搅拌5分钟以上,注意搅拌的速度,不能过快,引起涂层起泡。搅拌至均匀粘稠状,并确保桶底无沉淀。每间隔30-60分钟搅拌一次,没用完、暂停不用的,立即密封盖紧。再次使用,必须进行搅拌。
2、加入稀释剂:冷涂锌一般无需稀释,如果使用,必须使用专用稀释剂,比例小于10%。非专用稀释剂,不能直接倒入桶内,只能从桶内取出少量冷涂锌,加入非专用稀释剂,搅拌无鼓泡、冒烟等不良反应,才能使用。
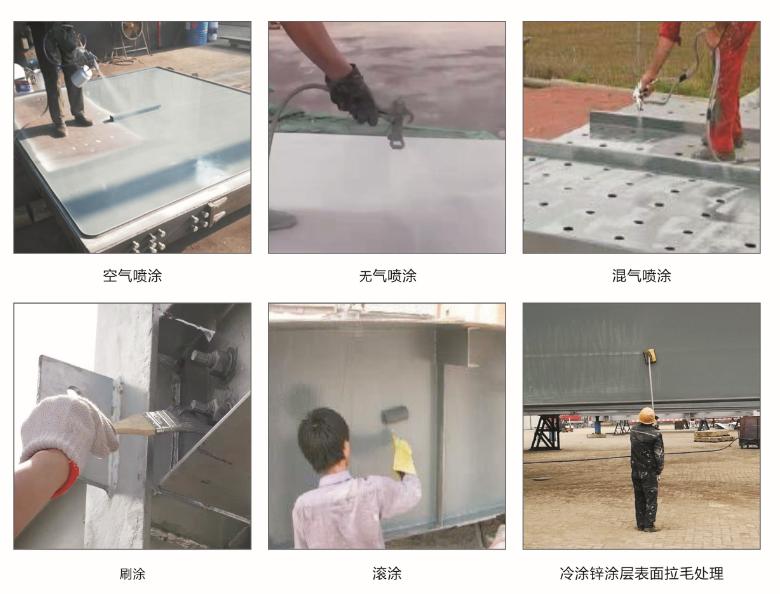
3、预涂处理:预涂是喷涂前必不可少的工艺环节。对焊接部位、拐角、边缝等隐蔽部位,必须进行预涂。特别需要强调的是预涂需采用刷涂的办法,不能用辊涂的办法,以防止该部位漏涂或者涂层厚度不足。
4、喷涂方法:空气喷涂或无气喷涂。采用无气喷涂法的冷涂锌涂层附着力更好,同时也好控制膜厚。
三、冷涂锌涂装施工环境及条件:
1、施工环境温度:-5℃~+40℃
2、施工环境相对湿度:相对湿度小于85%即可涂装
3、钢材表面温度:表面温度低于60℃,高于露点3℃,表面无水和冰
4、再次复涂间隔时间:0.5-24小时
5、冷涂锌涂层上涂覆其他配套涂料朂长间隔时间:无限制(如间隔时间超过24小时,视具体情况需清除表面油污、杂质并进行拉毛处理。)
6、冷涂锌涂层上涂覆其他配套涂料间隔24小时,复合涂层性能更好。

四、相关设备参数:
1、喷涂机:必须使用富锌底漆专用无气喷涂机(如长江的9C泵),喷气压力应控制<15.0MPa。进风压力控制在0.4MPa,出口压力为13.0MPa,压缩比1:33。若喷涂压力>18.0MPa,易堵塞枪嘴,无法继续喷涂。
2、喷嘴:富锌底漆专用喷嘴-Z型喷嘴。施工过程中,应随时注意孔径和喷幅的变化,通常在扇形面积<25%时,需更换喷嘴。
|
施工方式 |
手工刷涂、滚涂 |
空气喷涂 |
无气喷涂 |
|
稀释剂用量(重量比%) |
0-5 |
5-10 |
0-5 |
|
喷出压力MPa |
|
0.3-0.4 |
10-16 |
|
喷嘴孔径mm |
|
1.5-3.0 |
0.48-0.63 |
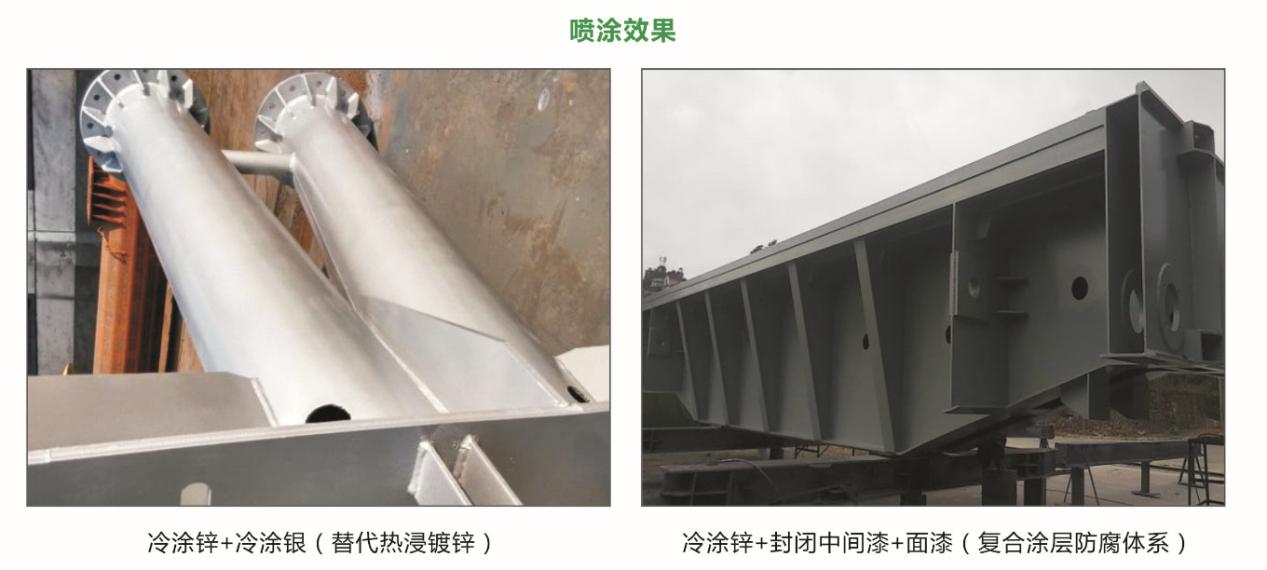
五、冷涂锌配套方案:
冷涂锌干膜厚度80μm,配套封闭中间漆100μm、面漆80μm,总膜厚达到260μm,涂层就能大于30年的使用寿命。
复合涂层施工步骤:
以冷涂锌干膜厚度80μm+配套封闭中间漆100μm+面漆80μm,总膜厚260μm为例:
1、冷涂锌可以分两道喷涂,每道膜厚40μm,第 一道表干后,接着喷涂第二道,也可以一道喷涂80μm。
2、间隔2-24小时后,喷涂封闭中间漆。按比例将甲、乙组分混合并加入适量稀释剂然后熟化半小时后再开始喷涂,首先雾喷一遍约20~40μm,间隔十分钟左右再厚喷,膜厚控制在要求范围。如果封闭中间漆膜厚要求>120μm,建议一道喷涂不超过120μm,间隔10小时以上,再喷涂第二道。
3、喷涂封闭中间漆后间隔24小时,喷涂面漆。分两道喷涂,每道膜厚40μm。第 一道在工厂完成,第二道根据要求也可在现场涂装。
六、冷涂锌涂装质量检查:
1、检查冷涂锌涂装施工时是否充分搅拌均匀,桶底是否有沉淀物未搅起来。
2、涂层外观质量:钢结构表面不应误涂、漏涂;涂层不应脱皮和返锈。涂层均匀,全部结果目测检查。
3、涂层附着力检查:附着力检查方法按照国 家GB9286标准用划格法进行测定,附着力≤1级。
4、涂层干膜厚度检查:用干膜磁性测厚仪对每层涂层的干膜厚度认真检测,要求涂装后涂层干膜厚度90%以上的检测点≥设计厚度值,达不到设计厚度的检测点干膜厚度≥90%的设计膜厚,每一涂层的厚度及总膜厚的更大值建议不应超过设计厚度的1.5倍,否则会影响干燥速度以及漆膜的综合性能。